
transfluid®
DIE LÖSUNG FÜR ROHRE
Ihre Lösung für das Biegen und Umformen von Rohren auf die effizienteste Art und Weise - mit transfluid.
Mit transfluid® bringen Sie High-End-Technologie in Ihre Produktion.
Unsere Lösungen, Leistungen und Anlagen sind auf das abgestimmt, was Sie brauchen, um auf Weltmarktniveau zu produzieren. Für Ihre Anforderungen und auch komplexere Herausforderungen, für Einzelstücke oder die Serienfertigung in gleichbleibend hoher Qualität – mit individuell abgestimmten Hightech-Entwicklungen oder unseren leistungsstarken Maschinenstandards: transfluid® hat die Lösung, die aus Ihren Ideen Fortschritt macht.
-


Biegemaschinen
Hightech, die mit grenzenloser Biegefreiheit beste Ergebnisse erzielt.
Alle anzeigen -


Umformmaschinen
Rohrformmaschinen, um Ihre Ideen in Topform zu bringen.
Alle anzeigen -


Mobile und kompakte Rohrbearbeitung
Mobile und kompakte Rohrbearbeitung
Alle anzeigen -

Rohrtrennmaschinen
Rohrtrennmaschinen für beeindruckend saubere Schnittergebnisse.
Alle anzeigen -

Automatisierungslösungen
Automatisierung für einen idealen Produktionsfluss.
Alle anzeigen -


Software
Software: virtuelle Unterstützung für mehr Effizienz.
Alle anzeigen -

Roboter-Biegetechnik
Maximale Biegefreiheit.
Alle anzeigen
transfluid® Dornbiegemaschinen
für Auspuff, Krümmer und Zubehör.
Die Dornbiegemaschine DB 20101 lässt sich jetzt einfach über ein Touchpanel steuern. Dies eröffnet neue Möglichkeiten, wie z.B. die Anzeige des Soll-Ist-Vergleichs für alle Achsen.
Die Maschinen sind äußerst robust und einfach zu bedienen. Für die Verarbeitung von Rohren unterschiedlicher Länge steht eine Auswahl an Aufbauten zur Verfügung, mit einer Arbeitslänge bis zu 6 m.
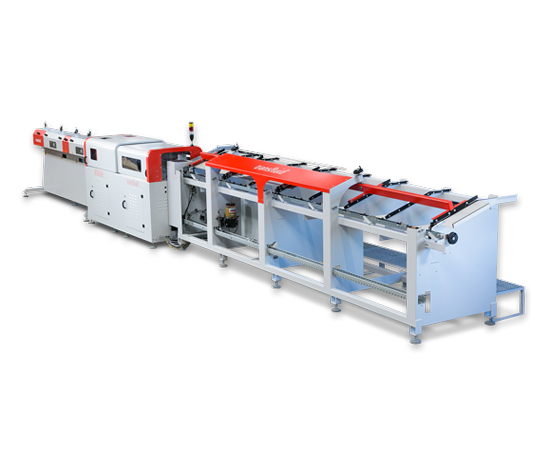
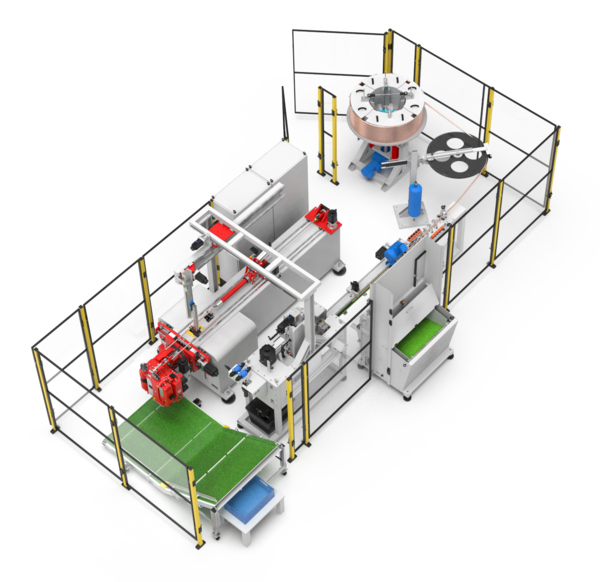
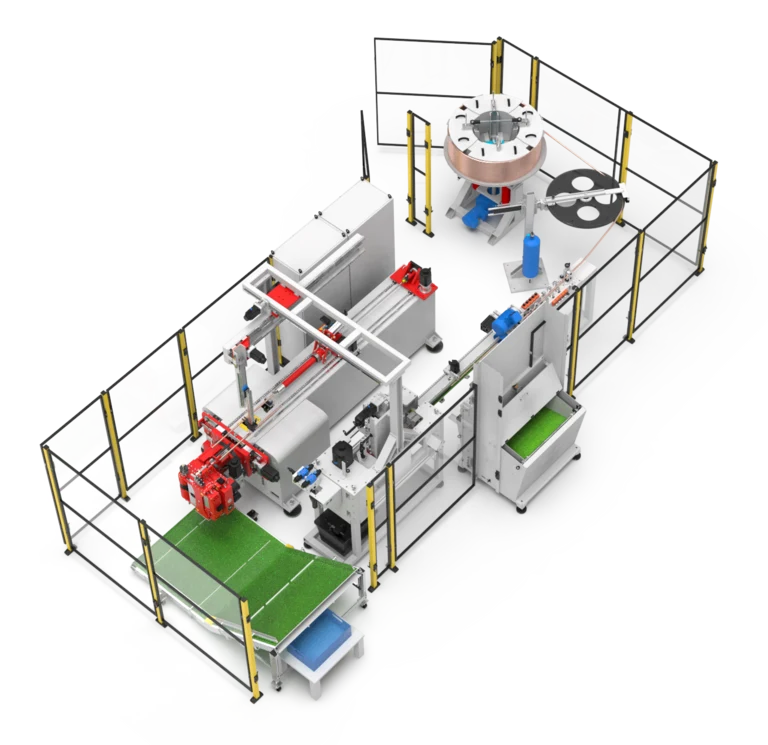
TPC 628:
Kompaktes Fertigungszellenkonzept für die
vollautomatische Rohrfertigung
Aufgrund der aktuellen Nachfrage im Bereich der erneuerbaren Energien, insbesondere im Hinblick auf Wärmepumpen, aber auch für Brauchwasseranlagen, haben wir uns entschlossen, ein neues, besonders kompaktes Fertigungszellenkonzept zu schaffen, das speziell auf diesen Bereich abgestimmt ist und den Kunden eine Kapazitätserweiterung zu einem guten Preis-/Leistungsverhältnis bei geringstem Platzbedarf bietet.
Unser Expertenteam ist für Sie da
Der exzellente 24-Stunden-Kundenservice von transfluid® garantiert auch eine besondere Nachhaltigkeit unserer Lösungen. Service Manger Christoph Aldrian und sein Team sind für Sie da. Sie bieten schnelle und effektive Lösungen für optimierte Leistungen.


